
大判の鋼材から切り出したので、この二本は兄弟みたいなものだ。
酸化膜の色合いがいつもより白い・・・ちょっと気になった。

自分でデーター取りする事で面白い事も分かってくる。

バラつきは大体鋼材で±0.5程度、熱処理で±0.5程度になる。
しかし今回の鋼材は大判で買ったもので、以前に作った物を測った硬さからして、ここまで高めに出るのは不自然だ。
熱処理のバラつきが大きかったと思われる。考えられるのは焼き戻しのバラつきだろう・・・

元々焼き戻しの条件は極低温なので、焼き戻しが甘いと靭性に問題が出る可能性がある。この辺りの靭性は動的?な刃欠けというより、疲労強度に影響すると思われる。刃持ちに出てくると考えている。
あまり戻しすぎると硬さが落ちすぎるので150℃を目標にしたが、コンロの火力の都合で153℃近辺でエンジンオイルで煮てみた。2時間この温度を保持して、引き上げて水冷した。

概ね1近く硬さが落ちた。これなら標準的な硬さだ。

念のため金属顕微鏡で組織も観察してみた。
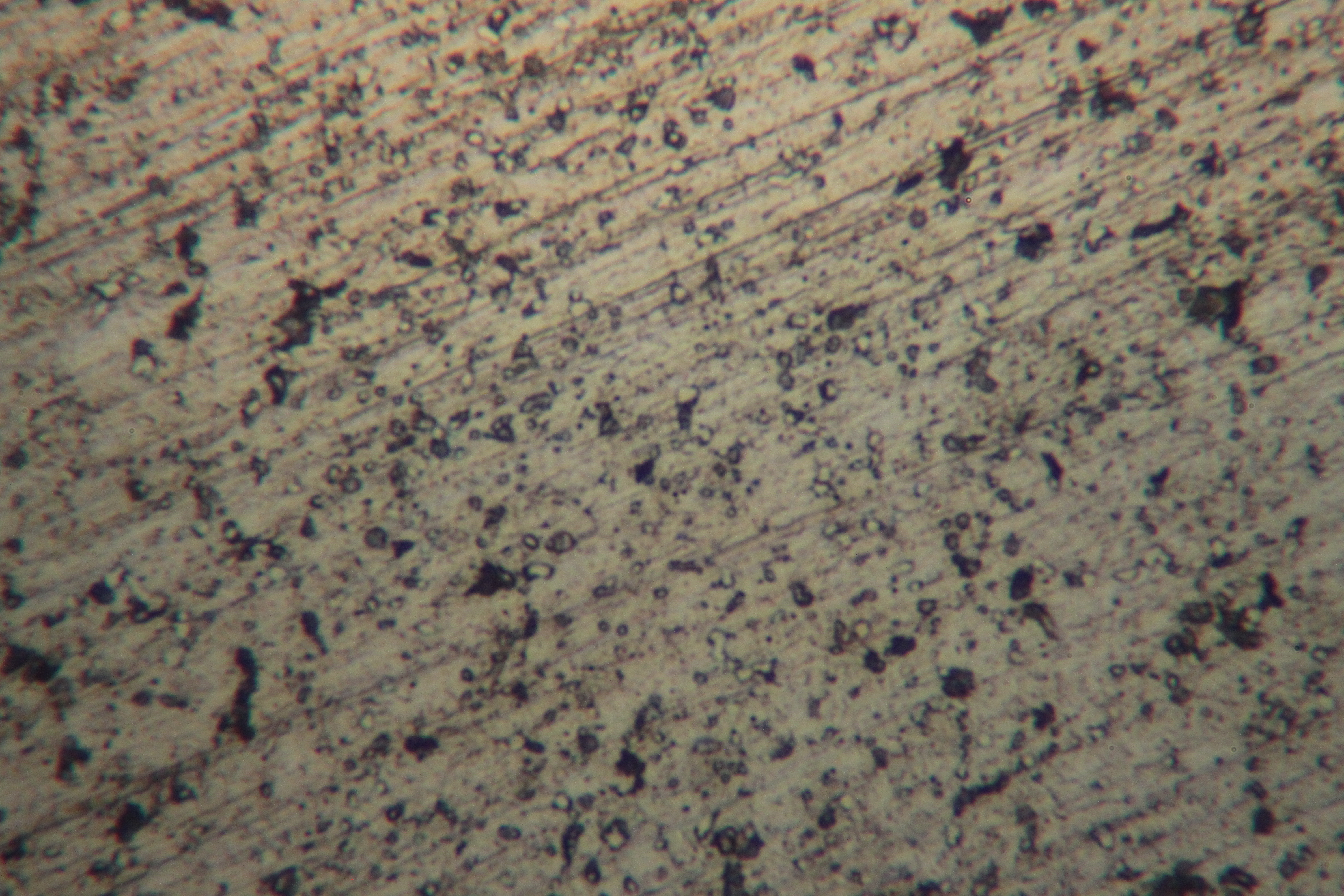
600倍で横の画角が約100μm。
硬さが高くなる原因はオーステナイト化温度が高い可能性の考えれれる。その場合、炭化物が過剰に溶け込むので大きさが小さくなり分布も少なくなる。
今回は研磨とエッチングが今一だが、以前観察した物と比較して見ると遜色はない。
炭化物の大きさ分布とも問題はないので、やはり焼き戻しのバラつきの様だ。
硬さは低い方より高い方にバラつく場合は要注意だ。靭性や組織に問題があるかもしれない。硬さが高いからといって単純に喜べるものではない。






